153-6400-1610
長沙大型商場-長沙抗倍特板衛(wèi)生間隔斷
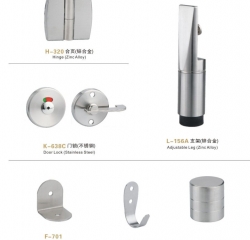
長沙長沙天心區(qū)公共衛(wèi)生間隔斷配件
長沙高速公路-長沙抗倍特板衛(wèi)生間隔斷
長沙長沙開福區(qū)公共衛(wèi)生間隔斷配件
地址:長沙市開福區(qū)沙坪街道成功村302號 聯(lián)系人:熊總 電話:153-6400-1610 (微信同號)
Powered by 長沙森固瑞建材有限公司 All right reserved 技術(shù)支持:匯航科技 備案號: 湘ICP備19017056號-1
掃一掃
 咨詢熱線:
咨詢熱線: